Aktualności
 Dom / Aktualności / Wiadomości branżowe / Jak prawidłowo zamontować opaskę zaciskową ze stali nierdzewnej krok po kroku?
Dom / Aktualności / Wiadomości branżowe / Jak prawidłowo zamontować opaskę zaciskową ze stali nierdzewnej krok po kroku? Jak prawidłowo zamontować opaskę zaciskową ze stali nierdzewnej krok po kroku?
 2026.04.02
2026.04.02
 Wiadomości branżowe
Wiadomości branżowe
Krótka odpowiedź: jak prawidłowo zamontować obejmę węża ze stali nierdzewnej
Instalowanie zacisk węża ze stali nierdzewnej właściwie sprowadza się do czterech zasadniczych kwestii: umieścić obejmę w odległości 6–10 mm od końca węża , wyrównaj obudowę śruby z dala od przeszkód, najpierw dokręć ręcznie, aby równomiernie osadzić zacisk, a następnie dokręć moment zgodnie ze specyfikacją producenta — zazwyczaj 2–4 Nm dla standardowych opasek ślimakowych . Prawidłowo zamontowana obejma utrzymuje szczelne uszczelnienie pod ciśnieniem przekraczającym 300 kPa, nie uszkadzając węża. Poniższe kroki opisują każdy szczegół prawidłowego procesu instalacji, od wyboru odpowiedniego zacisku po końcową kontrolę ciśnienia.
Wybór odpowiedniego zacisku węża ze stali nierdzewnej przed rozpoczęciem
Prawidłowy montaż rozpoczyna się od prawidłowego wyboru. Użycie zacisku niewłaściwego typu lub rozmiaru jest główną przyczyną niepowodzeń montażowych – a nie technika. Najczęściej stosowane typy w zastosowaniach motoryzacyjnych, morskich i przemysłowych to:
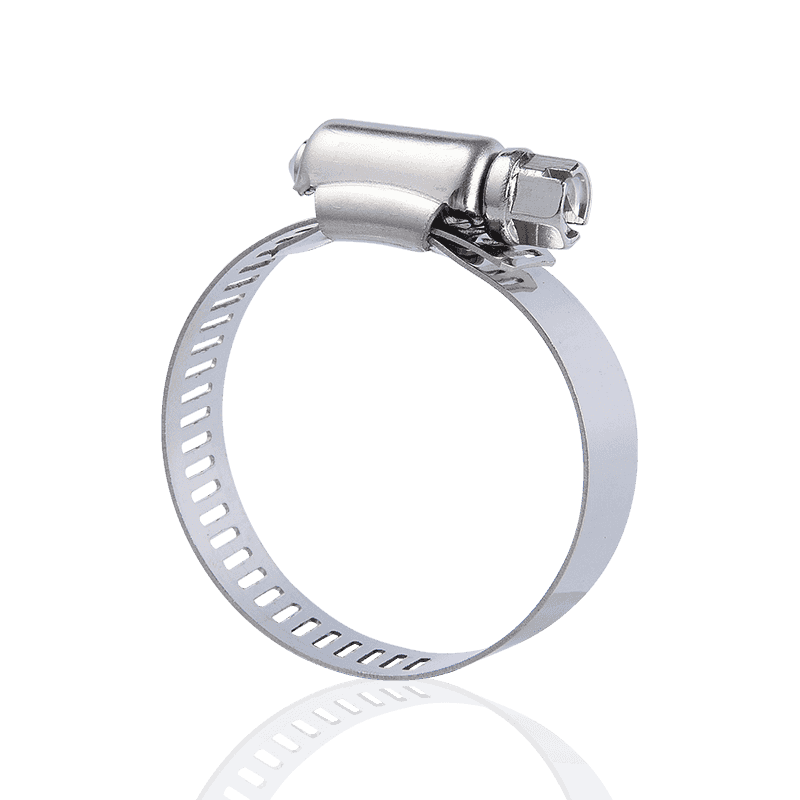
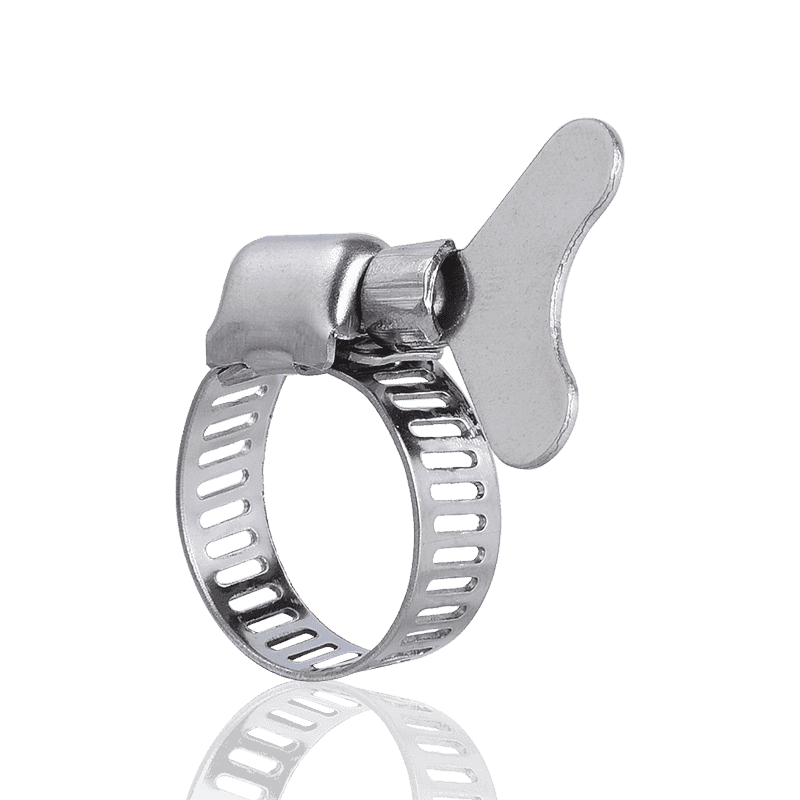
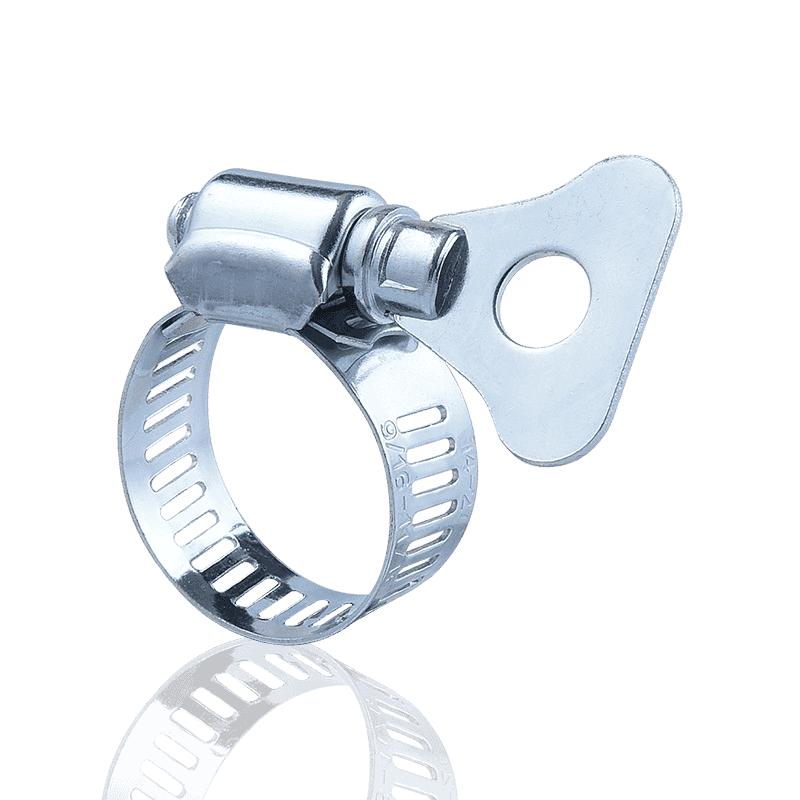
- Zaciski ślimakowe (śrubowe). — Regulowane, odpowiednie dla większości ogólnych średnic węży. Standardowy wybór w systemach samochodowych i nawadniających.
- Opaski z jednym uchem (w stylu Oetikera). — Zaciśnięte raz i na stałe. Stosowany w przewodach paliwowych i przewodach płynu chłodzącego, gdzie odporność na wibracje ma kluczowe znaczenie.
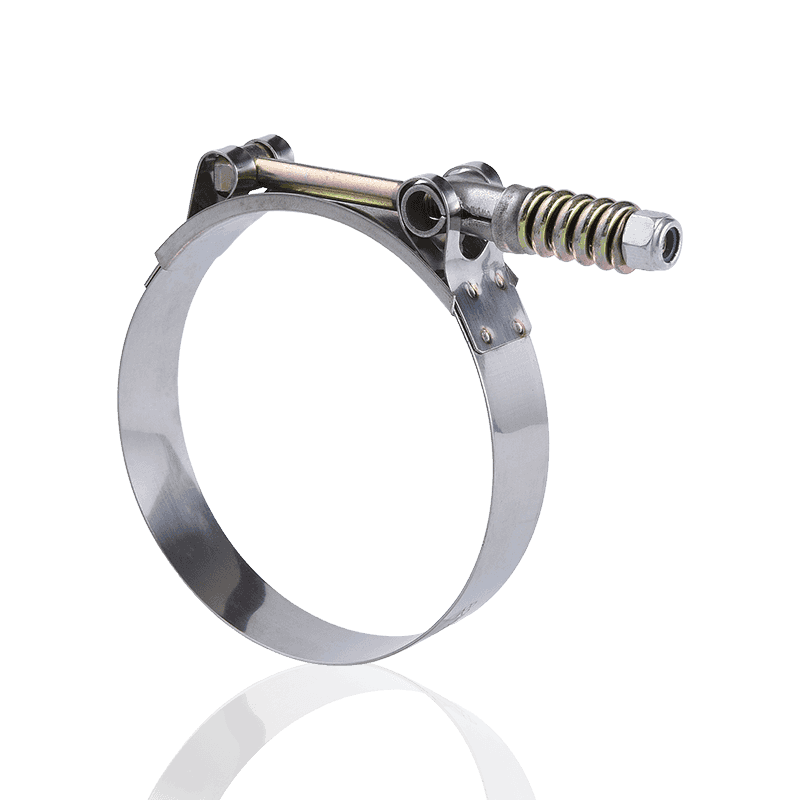
- Zaciski typu T — Do zastosowań wymagających wysokiego momentu obrotowego i dużych obciążeń, takich jak węże chłodnicy międzystopniowej turbosprężarki i przemysłowe zespoły węży o dużej średnicy.
- Zaciski sprężynowe — Konstrukcja o stałym napięciu kompensująca rozszerzalność cieplną; powszechne w układach chłodzenia OEM.
Aby uzyskać średnicę zacisku, zmierz średnica zewnętrzna (OD) węża zamontowanego na złączce — nie samą średnicę zewnętrzną węża. Wąż rozciągnięty na złączce kolczastej zwiększa średnicę. Wybierz zacisk, którego zakres regulacji obejmuje zainstalowaną średnicę zewnętrzną przy co najmniej 5 mm pozostałej regulacji w obu kierunkach.
Klasa materiału również ma znaczenie. Stal nierdzewna 304 pasuje do większości zastosowań związanych ze słodką wodą, paliwem i powietrzem. Stal nierdzewna 316 jest wymagany w środowiskach morskich, chemicznych i przybrzeżnych, gdzie problemem jest korozja wywołana chlorkami. Pochodzenie od renomowanego producenta Producent opasek zaciskowych ze stali nierdzewnej zapewnia certyfikowane gatunki materiałów i stałą grubość taśmy — zazwyczaj od 0,6 mm do 0,8 mm w przypadku standardowych opasek ślimakowych.
| Typ zacisku | Typowy zakres średnic | Maksymalne ciśnienie | Najlepsza aplikacja |
|---|---|---|---|
| Napęd robaka | 8 – 200 mm | 300 – 500 kPa | Płyn chłodzący, nawadnianie, paliwo |
| Jednoucho | 6 – 60 mm | Do 600 kPa | Przewody paliwowe, podciśnienie hamulców |
| Śruba T | 40 – 160 mm | Do 1200 kPa | Węże turbo, rurociągi przemysłowe |
| Zacisk sprężynowy | 10 – 80 mm | 200 – 400 kPa | Chłodzenie OEM, cykle termiczne |
Wymagane narzędzia i przygotowanie
Posiadanie odpowiednich narzędzi przygotowanych przed instalacją zmniejsza ryzyko błędów. Będziesz potrzebować:
- Wkrętak płaski lub krzyżakowy (do opasek ślimakowych) lub klucz nasadowy 7 mm / 8 mm
- Wkrętak dynamometryczny lub klucz dynamometryczny — niezbędne do uzyskania stałego, skalibrowanego obciążenia zacisku
- Szczypce do opasek z uchem (do opasek z pojedynczym uchem)
- Czystą szmatką lub niestrzępiącą się ściereczką
- Smar do węży lub łagodna woda z mydłem (aby założyć wąż na złączkę bez rozrywania)
- Linijka lub suwmiarka z noniuszem (w celu sprawdzenia pozycji umieszczenia)
Przed montażem sprawdź złączkę (złączkę lub zadzior) pod kątem pęknięć, korozji i zadziorów. Nawet niewielkie zadziory mogą przeciąć ściankę węża pod naciskiem opaski. Podobnie sprawdź koniec węża — musi być przycięty czysto i prosto, bez strzępienia się i pękania. Cięcie pod kątem 90 stopni zapewnia maksymalną powierzchnię styku opaski zaciskowej.
Montaż krok po kroku ślimakowej opaski zaciskowej ze stali nierdzewnej
Najpopularniejszym zaciskiem dostępnym na rynku jest napęd ślimakowy Fabryka zacisków węża ze stali nierdzewnej . Wykonaj następujące kroki w kolejności:
Krok 1 — Przed montażem nasuń zacisk na wąż
Nawlecz zacisk na wąż wcześniej naciskając wąż na złączkę. Jest to częsty błąd — próba ustawienia opaski, gdy wąż jest już na złączce, jest trudna i często skutkuje krzywym dopasowaniem. Przed nasunięciem otwórz zacisk na jego maksymalną średnicę, trzymając obudowę śruby skierowaną na zewnątrz, aby zapewnić łatwy dostęp.
Krok 2 — Nasmaruj i wsuń wąż na złączkę
Nałóż cienką warstwę smaru odpowiedniego do węży – najlepiej działa łagodna woda z mydłem – na wewnętrzną powierzchnię węża i króciec złączki. Wciśnij wąż całkowicie na złączkę, aż oprze się o ramię złączki lub do oporu wewnątrz węża znajduje się co najmniej 25 mm złączki do okuć bez ogranicznika barkowego. Lekkie skręcanie węża podczas pchania pomaga w jego równomiernym osadzeniu.
Krok 3 — Umieść zacisk we właściwym miejscu
Przesuń zacisk do odpowiedniej pozycji 6–10 mm od końca węża . Takie umiejscowienie zapewnia, że opaska ściska wąż w najszerszej części złączki, maksymalizując siłę uszczelniającą. Umieszczenie go zbyt blisko końca węża może spowodować zsunięcie się opaski pod ciśnieniem. Umieszczenie go zbyt daleko do tyłu powoduje umieszczenie go nad pasującym trzpieniem, a nie zadziorem, co znacznie zmniejsza przyczepność.
Krok 4 — Ustaw obudowę śruby
Obróć zacisk, tak aby po montażu dostępny był dostęp do obudowy śruby — unikaj umieszczania go bezpośrednio za elementami konstrukcyjnymi, okablowaniem lub innymi wężami. W zastosowaniach motoryzacyjnych standardową praktyką jest umieszczanie śruby na górze lub z boku przewodu, aby ułatwić przyszłą obsługę. Obudowa śruby powinna nie twarzą w dół w środowiskach, w których gruz drogowy lub gromadzący się płyn mogą powodować korozję mechanizmu.
Krok 5 — Dokręć ręcznie, aby równomiernie osadzić
Używając ręcznego śrubokręta lub klucza nasadowego, zacznij powoli dokręcać śrubę zaciskową. Podczas dokręcania obserwuj opaską – powinna równomiernie ściskać się na całym obwodzie węża. Jeżeli wąż wybrzusza się nierównomiernie lub zacisk zmienia położenie, przed kontynuowaniem należy poluzować i ponownie wycentrować. Dokręcaj ręcznie tylko do momentu, gdy opaska będzie ściśle przylegać do węża i nie będzie widocznej szczeliny.
Krok 6 — Końcowy moment obrotowy zgodny ze specyfikacją
Za pomocą skalibrowanego śrubokręta dynamometrycznego lub klucza dokręcić podanym momentem:
- Standardowy napęd ślimakowy (szerokość taśmy 12–14 mm): 2,0 – 3,5 Nm
- Napęd ślimakowy do dużych obciążeń (szerokość taśmy 16–20 mm): 3,5 – 5,0 Nm
- Zaciski typu T: 5,0 – 10 Nm w zależności od średnicy
Nigdy nie dokręcaj zbyt mocno. Nadmierny moment obrotowy wcina się w wąż, osłabia opaskę i może zerwać gwint śruby — paradoksalnie zmniejszając siłę zaciskania i powodując dokładnie taki wyciek, któremu miał zapobiec.
Krok 7 — Dokręć ponownie po pierwszym cyklu nagrzewania
Węże gumowe i silikonowe rozluźniają się nieco po pierwszym cyklu nagrzewania w wyniku kompresji termicznej i pełzania materiału. Do wszelkich zastosowań obejmujących ciepło — płyn chłodzący silnik, sąsiadujące węże wydechowe, parę — ponownie dokręcić zacisk po pierwszych 10–15 minutach pracy w temperaturze roboczej . Ten pojedynczy krok zapobiega większości wycieków poinstalacyjnych.
Instalowanie Single-Ear Clamp: A Different Process
Zaciski z jednym uchem — powszechny produkt każdego Chiny Zacisk węża ze stali nierdzewnej dostawca — nie można ich regulować po montażu i do zaciśnięcia wymagają szczypiec do opasek z uchem. Proces różni się znacznie:
- Przed montażem nasuń otwarty zacisk na wąż.
- Wciśnij wąż całkowicie na złączkę.
- Umieścić ucho opaski bezpośrednio nad środkiem złączki — zazwyczaj 8–12 mm od końca węża.
- Umieść ucho pomiędzy szczękami szczypiec do opasek zaciskowych, upewniając się, że szczęki są całkowicie osadzone w zagłębieniu na ucho.
- Ściśnij szczypce jednym, mocnym, ciągłym ruchem, aż ucho całkowicie złoży się na płasko.
- Sprawdź zaciśnięte ucho — powinno być równomiernie płaskie i bez pęknięć. Pęknięte ucho wskazuje na nieprawidłowe ustawienie szczypiec i należy wymienić zacisk.
Opaski jednouszne nie mogą być użyte ponownie. Jeśli z jakiegoś powodu zajdzie potrzeba zdjęcia zacisku, należy go odciąć i zastąpić nowym. Próba ponownego otwarcia zaciśniętego ucha osłabia metal i zmniejsza siłę uszczelniającą nawet o 40% .
Typowe błędy instalacyjne i sposoby ich unikania
- Umieszczenie opaski zbyt blisko końcówki węża – Zespół nie ma się do czego przyczepić. Umieść go 6–10 mm w tył od obciętego końca, nad pasującym kolcem.
- Nadmierne dokręcenie — Najczęstsza przyczyna uszkodzeń węża. Użyj narzędzia dynamometrycznego, a nie zgadywania. Jeżeli materiał węża wyraźnie odkształca się pod opaską, moment obrotowy jest za wysoki.
- Instalowanie clamp on a dirty or wet surface — Wilgoć, olej lub zanieczyszczenia pod opaską uniemożliwiają pełny kontakt. Przed montażem oczyścić i osuszyć wąż i złączkę.
- Używając zużytego lub zbyt małego śrubokręta — Uszkodzenie krzywkowe rowka śruby uniemożliwia prawidłowe przyłożenie momentu obrotowego. Użyj odpowiedniego narzędzia i trzymaj je równo z łbem śruby.
- Pomijanie etapu ponownego dokręcania — Jak zauważono, jest to odpowiedzialne za znaczną część nieszczelności poinstalacyjnych w zastosowaniach termicznych.
Kontrola i testowanie po instalacji
Sama kontrola wzrokowa nie wystarczy, aby potwierdzić szczelność instalacji. Po instalacji wykonaj następujące kontrole:
- Kontrola wizualna: Upewnij się, że opaska jest płaska i jednolita, bez skręcenia i wyboczenia. Obudowa śruby nie powinna być przechylona na jedną stronę.
- Próba ciśnieniowa: W przypadku przewodów wodnych lub hydraulicznych zwiększyć ciśnienie do 1,5-krotności ciśnienia roboczego i przytrzymać przez 60 sekund. Sprawdź, czy na krawędziach opaski zaciskowej nie ma zacieków lub kapania.
- Cykl funkcjonalny: W przypadku przewodów płynu chłodzącego silnik przynajmniej raz rozgrzej silnik do pełnej temperatury roboczej i ponownie ostudź. Sprawdź pod kątem wycieków w temperaturze roboczej i ponownie po ostygnięciu.
- Weryfikacja momentu obrotowego: Po pierwszym cyklu termicznym spróbować dokręcić obejmę o dodatkowe 0,25–0,5 Nm. Jeżeli śruba się obraca, zacisk rozluźnia się i wymaga dodatkowego momentu obrotowego, aby przywrócić odpowiednią siłę zaciskania.
Rozważania dotyczące konserwacji i okresu użytkowania
Prawidłowo zamontowana obejma węża ze stali nierdzewnej ma żywotność często dłuższą niż sam wąż. Jednakże okresowe inspekcje są nadal dobrą praktyką, szczególnie w trudnych warunkach. Zalecane okresy międzyobsługowe:
- Motoryzacja/teren: Przeglądać co 24 miesiące lub co 40 000 km, w zależności od tego, co nastąpi wcześniej. Sprawdź, czy nie ma korozji opaski, krzywki śruby i odkształcenia węża pod opaską.
- Morskie / przybrzeżne: Sprawdzaj co 12 miesięcy. Nawet na stali nierdzewnej klasy 316 może pojawić się rdza powierzchniowa (zabarwienie od herbaty) w środowisku natryskiwanej słonej wody, co jest zjawiskiem kosmetycznym, ale warto je monitorować.
- Rurociągi przemysłowe: Sprawdzaj przy każdym planowanym przestoju konserwacyjnym. Sprawdź wartości momentu obrotowego z zapisami instalacji.
Wymień zacisk wykazujący widoczne pęknięcia paska, znaczne wżery korozyjne lub śrubę, która nie trzyma już momentu obrotowego. Nie próbuj naprawiać uszkodzonej opaski zaciskowej ze stali nierdzewnej — koszt wymiany jest znikomy w porównaniu z kosztem wycieku spowodowanego awarią.
O Cixi Hengtuo Hardware Co., Ltd.
Cixi Hengtuo Hardware Co., Ltd. jest profesjonalistą Producent opasek zaciskowych ze stali nierdzewnej z ponad 18-letnim doświadczeniem produkcyjnym. Założona w 2005 roku fabryka zatrudnia obecnie prawie 100 wykwalifikowanych pracowników i produkuje rocznie ok 30 milionów opasek zaciskowych w wielu seriach i specyfikacjach.
Obiekt położony w Cixi City w prowincji Zhejiang jest strategicznie zlokalizowany w pobliżu międzynarodowego terminalu statków Beilun w Ningbo na wschodzie, z wygodnym dostępem do głównych korytarzy logistycznych. Jako lider Chiny Zacisk węża ze stali nierdzewnej dostawcy, fabryka produkuje opaski w stylu brytyjskim, niemieckim, amerykańskim, mocnym i z jednym uchem — a także obsługuje pełną produkcję niestandardową w celu spełnienia określonych wymagań wymiarowych i materiałowych.
Wszystkie produkty zostały zaprojektowane z myślą o wysoka wytrzymałość na rozciąganie, odporność na wysokie ciśnienie i odporność na korozję i są szeroko stosowane w zastosowaniach motoryzacyjnych, morskich, rolniczych i budowlanych — w tym w interfejsach węży ropy, gazu i cieczy w silnikach, ciągnikach, statkach, systemach nawadniania tryskaczowego i drenażu budynków. Dzięki zaawansowanemu sprzętowi produkcyjnemu, rygorystycznej kontroli jakości i kompleksowemu modelowi usług od rozwoju do dostawy, Cixi Hengtuo zbudowało niezawodną reputację zarówno na rynku krajowym, jak i na rynkach międzynarodowych. Jako oddany Fabryka zacisków węża ze stali nierdzewnej zaangażowanie jest jasne: zapewnienie jakości, konsekwentne dostawy i ciągłe doskonalenie dla każdego klienta.
Często zadawane pytania
P1: Jak ciasna powinna być obejma węża ze stali nierdzewnej?
W przypadku standardowych opasek ślimakowych prawidłowy moment obrotowy wynosi 2,0 – 3,5 Nm dla szerokości taśmy 12–14 mm. Wąż powinien być twardy i wykazywać lekkie ściśnięcie pod opaską, ale nie powinien się odkształcać, wybrzuszać ani wykazywać nacięć na powierzchni.
P2: Czy po demontażu można ponownie wykorzystać obejmę węża ze stali nierdzewnej?
Opaski ślimakowe można zasadniczo wykorzystać ponownie, jeśli opaska jest nieuszkodzona, a śruba utrzymuje moment obrotowy prawidłowo. Opaski z jednym uchem (zaciskane) należy zawsze wymieniać po demontażu – nie można ich bezpiecznie ponownie zacisnąć.
P3: Jaka jest różnica między opaskami zaciskowymi ze stali nierdzewnej 304 i 316?
Stal nierdzewna 304 suits most general-purpose applications. 316 stainless steel adds molybdenum, giving it significantly better resistance to chloride corrosion — making it the correct choice for marine, coastal, and chemical environments.
P4: Dlaczego obejma węża przecieka nawet po dokręceniu?
Najczęstsze przyczyny to: nieprawidłowe położenie opaski (nie nad kolcem złączki), zanieczyszczenie węża lub powierzchni złączki, opaska za duża w stosunku do średnicy węża lub rozluźnienie węża po cyklu nagrzewania wymagającym ponownego dokręcenia. Przed wymianą zacisku sprawdź każdy czynnik.
P5: Jak wybrać właściwą średnicę zacisku?
Zmierz zewnętrzną średnicę węża po jego wsunięciu na złączkę, a nie gołą średnicę zewnętrzną węża. Wybierz obejmę, której zakres regulacji obejmuje zainstalowaną średnicę z co najmniej 5 mm pozostałej regulacji po stronie dokręcania i luzowania.
P6: Czy opaski zaciskowe ze stali nierdzewnej można stosować na wężach silikonowych wysokotemperaturowych?
Tak — opaski ze stali nierdzewnej doskonale nadają się do węży silikonowych pracujących w wysokich temperaturach. W przypadku pracy w temperaturze powyżej 150°C należy używać materiału zaciskowego klasy H lub SH i zawsze dokręcać ponownie po pierwszym cyklu nagrzewania, ponieważ silikon wykazuje większą relaksację termiczną niż guma.







Firma dąży do doskonałości w każdym aspekcie produkcji, sprzedaży i obsługi posprzedażnej, dbając o to, aby zadowolenie klienta było niezmiennym celem przedsiębiorstwa!
Szybkie linki
Linki do produktów
Skontaktuj się z nami
-
Address:222 Zhouhu Road, miasto Zhouxiang, Cixi City, prowincja Zhejiang, Chiny
-
Phone: +86-13736108443
-
Tel: +86-574-63441573
-
Fax: +86-574-63452355
-
E-mail:
Prawa autorskie? Cixi Hengtuo Hardware Co., Ltd. Prawa zastrzeżone. Hurtowy producent zacisków do węży Chińska fabryka zacisków do węży
